服务咨询热线
18815335818

淄博鼎昌信隆塑胶科技有限公司
联系人:石经理
手机:18815335818
电话:18815335818
传真:0533-3984111
网址:www.sdpe.com.cn
邮箱:18815335818@139.com
地址:淄博高新区民安路37号
电熔连接
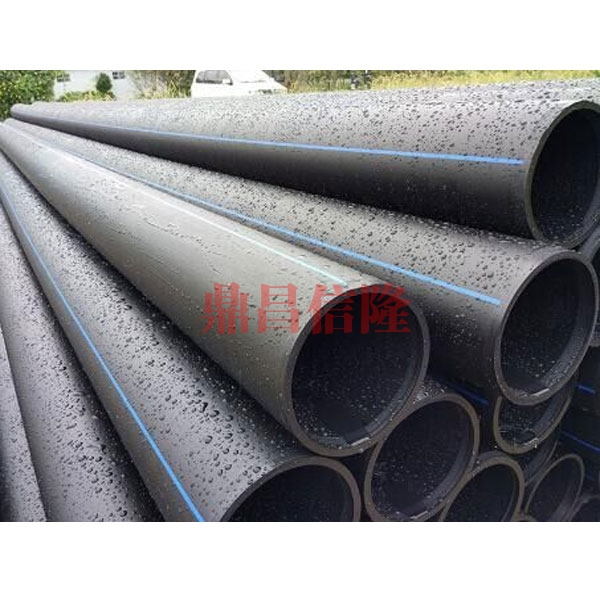
先将电熔管件套在管材上,而后用专用焊机按章程的参数(时光、电压等)给电熔管件通电,使内嵌电热丝的电熔管件的内表面及管子插入端的外观面熔化,冷却后管材和管件即熔合在一起。其特点是连接简便快速、接头品质好、外界因素骚扰小、但电熔管件的价值是寻常管件的几倍至几十倍、(口径越小相差越大),通常合适于大口径管道的连接。
1、电熔承插连接的程序(过程)。
检验-----切管-----干净接头部位-----管件套入管子-----更正-----通电熔接-----冷却
(1)切管:管材的连接端要求切割垂直,以保证有充足的热熔区。常用的切割器材有旋切刀、锯弓、塑料管铰剪等;切割时不应许发生高温,免得导致高温变形。
(2)干净接头部位并标出插入深度线:用细砂纸、刮刀等刮除管材表面的氧化层,用干净棉布擦除管材和管件连接面上的污物,标出插入深度线。
(3)管件套入管子:将电熔管件套入管子至章程的深度,将焊机与管件连好。
(4)更正:调节管材和管件的位置,使管材和管件在同样轴线上,预防偏心形成接头焊接不稳定,气密性不好。
(5)通电熔接:通电加热的时光、电压应符合电熔焊机和电熔管件制作厂的章程,以保证在对照佳供给电压、对照佳加热时光下、取得对照佳的熔接接头。
(6)冷却:由于pe管接头唯有在所有冷却到常温后才能抵达其对照大耐压强度,冷却时光其余外力会使管材、管件不能维持同样轴线,从而影响熔接品质,因此,冷却时光不得移动被连接件或在连接处施加外力。
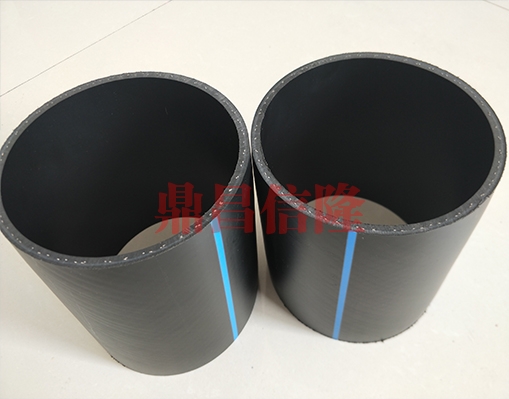
折叠 热熔连接
热熔承插:热熔设备抵达设定工作温度方可操纵。
管材端切割要端正、整洁、洁净。
承插要抵达象征深度。严禁转动。
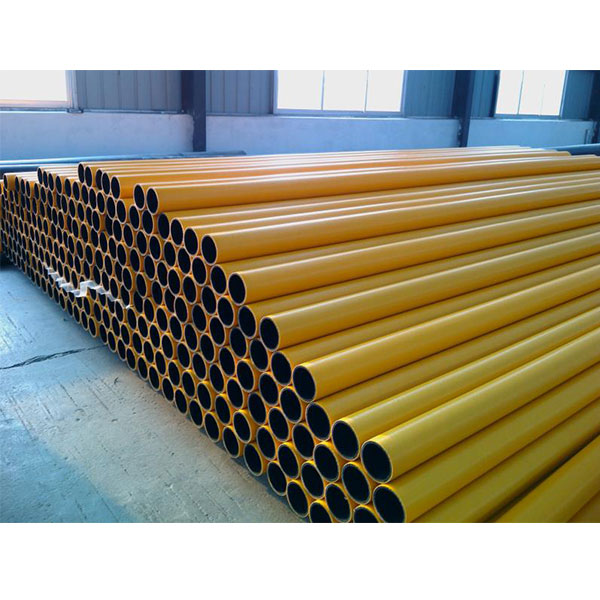
热熔对接:热熔焊机温度管制要准确。
焊接加热时光、温度、压力和保压、冷却时光要符合章程。
保温、冷却时光不得在连接件上施加外力。
折叠 机械连接
丝扣连接:与相同规格的内丝或外丝连接。
法兰连接:法兰套原料与管材材质相同。
钢塑转化连接:辞别与相同材质的原料连接。
18815335818@139.com
18815335818
0533-3984111
| 扫描右侧二维码 +关注我们 实时关注服务动态 |  |